0,5 5 10 mîkron Parzûna parzûnê ya sinterkirî ji bo sobeya vejenê ya bêserî


 Mertalek nîtrojenê li devera lêdanê ya makîneya lêdanê ya jetê, digel lûleya yekem a belavbûna nîtrojenê ku li ber pêla yekem a makîneya lêxistina jetê tê peyda kirin û lûleyek belavbûna nîtrojenê ya duyemîn ku li paşiya noza duyemîn a makîneya lêxistina jet tê peyda kirin. .
Mertalek nîtrojenê li devera lêdanê ya makîneya lêdanê ya jetê, digel lûleya yekem a belavbûna nîtrojenê ku li ber pêla yekem a makîneya lêxistina jetê tê peyda kirin û lûleyek belavbûna nîtrojenê ya duyemîn ku li paşiya noza duyemîn a makîneya lêxistina jet tê peyda kirin. .

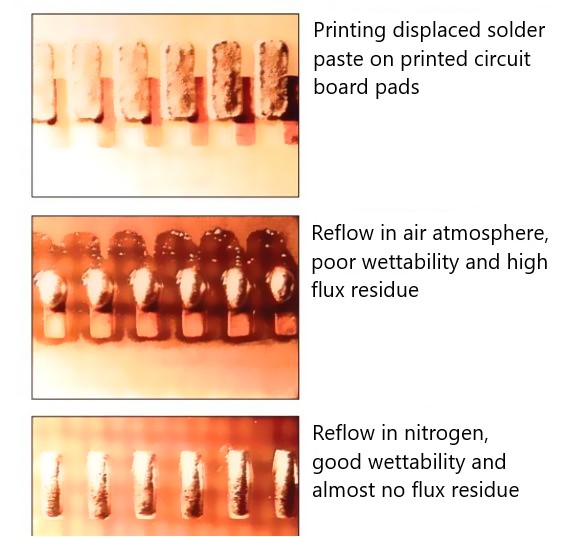
Kartolê parzûna azotê ya yekem, kartolê parzûna azotê ya duyemîn, û kartolê parzûnê ya sêyem a nitrojen-sînterkirî çend kunên gazê hene ji bo derxistina nîtrojenê. Kartolê parzûna sinterkirî ya bi strana domdar tê bikar anîn; dema xebatê de, gaza nîtrojenê ya ku heya germahiyek pêşwext hatî germ kirin tête çêkirin ku ji kunên hewayê yên her sê lûleyên belavbûna nîtrojenê were derzî kirin da ku li seranserê devera lêdanê belav bibe, parastina nîtrojenê peyda dike, bi vî rengî naveroka oksîjenê li devera lêdanê kêm dike û bi dest dixe. armanca kêmkirina nifşa çopê ji ber oksîdasyona madeya tin.
SERLÊDANÊN TÎPÎK
- Tedawiya Avê (Kontrola PH)
- Biyofuel/Fermentation (Oksîjenasyon)
- Hilberîna Şerabê (O2 Stripping)
- Hilberîna Bîrê (Karbonasyon)
- Hilberîna Kîmyewî (Pêşkêşkirina Volatile / Reaksiyonên)
- Madenkirin (Ajîtasyon)
0,5 7 10 15 30 60 mîkron boriyeke kapîlar parzûna polayê zengarnegir ji bo sobeya vejenê ya bêserber
Heya nuha, amûrên lêkirina jetê ya heyî di pêvajoya weldingê de wekî amûrek parastina nîtrojenê nayê saz kirin, ku zû dibe sedema oksîdasyona lingê felqê ya pêkhateyên elektronîkî. Stomata pêvajoya welding bermahiyên xalî hildiberîne, û oksîdasyona rûbera tin zede bûye, tîrêjê tin û maddeya bêçareser zêde bûye, bi giranî qalîteya welding û lêçûnên çêkirinê sînordar dike.